Sommaire
La préparation de surface est une application très courante du sablage au jet. La préparation de surface est une étape de plus que le nettoyage par projection d’abrasif, elle implique également de créer des pics sur une surface métallique afin de favoriser l’adhésion de revêtement – communément appelé un profil d’ancrage.
Les peintures et revêtements n’adhèreront pas adéquatement si la préparation de surface n’est pas adéquate. Cette technique est employée dans une variété d’applications de fabrication ou de restauration d’objets et de surfaces métalliques.
Selon l’application, un seul passage de jet d’abrasif peut être requis pour obtenir le profil d’ancrage souhaité. La rouille et les contaminants se détachent facilement de la surface lorsque le média d’abrasif vise à créer un profil d’ancrage plutôt que de simplement nettoyer la surface.
Qu’est-ce que la préparation de surface?
La préparation de surface est la première étape de traitement d’une surface métallique (ou autre matériau) préalablement à l’application d’un revêtement. Cette étape implique de nettoyer la surface de tous contaminants tels que des huiles, des graisses, de la rouille et des scories de hauts-fourneaux, et, également, la création d’un profil convenable sur lequel pourra adhérer adéquatement la peinture et autres matériaux de recouvrement.
Il s’agit d’une étape critique et nécessaire pour toutes applications de revêtement afin d’assurer une durabilité à long terme du matériau protecteur – peu importe la méthode d’application utilisée, peinture par pulvérisation, immersion à chaud, etc. – afin de prévenir la corrosion. 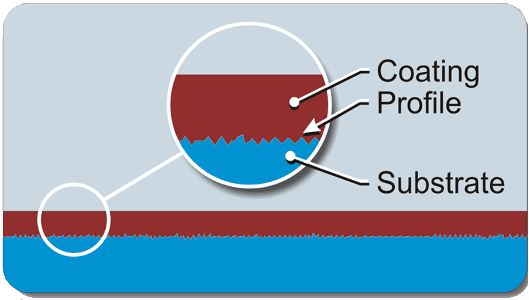 Le sablage est un procédé très efficace et économique, et probablement la meilleure technologie de préparation de surface disponible à ce jour. Cette méthode consiste à projeter un média d’abrasif à très haute vélocité une surface métallique au moyen d’un système de sablage à haute pression afin de créer un profil rugueux qui facilitera l’adhésion de la peinture et autre revêtement protecteur.
Le sablage est un procédé très efficace et économique, et probablement la meilleure technologie de préparation de surface disponible à ce jour. Cette méthode consiste à projeter un média d’abrasif à très haute vélocité une surface métallique au moyen d’un système de sablage à haute pression afin de créer un profil rugueux qui facilitera l’adhésion de la peinture et autre revêtement protecteur.
Une préparation de surface inadéquate résultera en un délaminage ou un écaillage du revêtement lorsque la surface sera exposée à des conditions hostiles (froid, chaleur, frottement ou friction) et pourrait conduire à une défaillance du revêtement. La projection d’abrasif doit, dans certains cas, être combinée à d’autres méthodes afin d’obtenir la préparation de surface requise. Dans certains cas, un nettoyage au solvant ou avec d’autres produits chimiques peut être nécessaire.
Applications
Il y a typiquement trois grandes phases durant lesquelles une surface métallique requière une préparation de surface préalablement à l’application d’une couche protectrice :
- Fabrication de nouveaux produits métalliques
- Travaux de maintenance sur une surface métallique ou ouvrage métallique existant
- Adoucir les bords de métal coulé dans les fonderies, les alumineries ou les forges
Le traitement de surface des nouveaux produits manufacturés s’effectue généralement dans des environnements extrêmement contrôles, soit généralement dans un cabinet de sablage ou une chambre de sablage. Également, une variété de pièces et composants de grandes structures métalliques peuvent être traités individuellement avant d’être assemblés en chantiers. À ce stade précaire, la qualité de la préparation de surface et l’application d’un revêtement protecteur sont critiques pour assurer une longue durée de vie utile aux objets et structures métalliques.
Les travaux d’entretien sur des surfaces métalliques existantes représentent un défi encore plus grand pour les professionnels du revêtement – en particulier lorsqu’il s’agit de grandes structures préassemblées telles que des bateaux, des ponts et des ouvrages de génie civil. Ces applications requièrent généralement de déplacer une sableuse portative en chantier et le professionnel doit travailler dans un environnement climatique non contrôlé.
Tel que mentionné précédemment, le contact entre une surface métallique non peinte et l’humidité peut déclencher le phénomène de corrosion très rapidement. C’est pourquoi la planification de tels projets selon le climat parfois imprévisible peut devenir un défi de taille. Heureusement, certains produits de revêtement ne requièrent pas nécessairement un métal complètement à nu pour assurer l’adhésion efficace d’une couche subséquente. Parfois, le retrait d’une mince couche de revêtement permettant d’obtenir une surface exempte de défaut suffit à une adhésion efficace.
Le sablage au jet est une technique qui conjugue efficacité, performance et précision. C’est pourquoi cette technique est largement utilisée dans une grande variété d’applications de la plus simple à la plus complexe.
Normes et exigences
Les manufacturiers de peintures et produits de revêtement définissent généralement les spécifications minimales pour que leurs produits adhèrent adéquatement sur le substrat.
En préparation de surface, on retrouve sensiblement les mêmes standards de qualité que dans le nettoyage par jet en ce qui a trait au niveau de propreté requis sur une surface. Cependant, les exigences vont au-delà de la propreté et impliquent également une notion de profil d’ancrage, soit le niveau de rugosité à atteindre pour assurer une adhésion optimale du produit de revêtement sur la surface. Le profil d’ancrage consiste en quelque sorte à des sommets et des creux visibles à l’échelle microscopique sur une surface.
Le profil d’ancrage est exprimé en millimètres, microns ou mils et se mesure par la profondeur des vallées à partir de la surface moyenne. Rencontrer les spécifications définies par le manufacturier dans le cahier de charge du produit est d’une importance capitale puisque les surfaces qui ne se conforment pas parfaitement aux exigences pourraient entrainer une détérioration et un décollement prématurés de la peinture.
Comment valider si la préparation de surface du métal rencontre les spécifications?
Tel que mentionné dans l’application de nettoyage, les méthodes courantes utilisées pour valider si la propreté d’une surface rencontre les standards définis par la Society for Protective Coatings (SSPC) et NACE International Standard sont le test de chlorure et l’observation à la loupe.
En complément, le profil d’ancrage et le niveau de rugosité de la surface doivent être contrôlés pour assurer une adhésion optimale du revêtement. Il existe plusieurs méthodes pour mesurer et valider la distance entre les creux et les pics d’une surface traitée. Les méthodes les plus courantes sont celles de la comparaison tactile, jauge numérique et le ruban à réplique.
 |
 |
 |
| Comparaison tactile | Jauge numérique | Ruban à réplique |
La comparaison tactile est une méthode très rudimentaire et facile à utiliser. Par contre, elle demeure un peu subjective. Elle consiste à comparer la rugosité d’une surface avec un patron qui contient généralement quatre segments et un cercle au centre. Il suffit de placer le patron de comparaison sur une surface sablée et de frotter le bout d’un doigt pour comparer la rugosité de la surface avec celle du patron. La comparaison tactile et visuelle de la surface avec celle établie comme standard permet de déterminer si la surface rencontre la spécification ou si elle doit être sablée à nouveau.
Le jauge numérique emploie une aiguille calibrée afin de mesurer la profondeur des creux de la surface sablée en prélevant plusieurs mesures (échantillons) sur différentes sections de la pièce. La moyenne des différentes mesures correspond à la valeur du profil d’ancrage. Le nombre d’échantillons à prélever est déterminé par les spécifications du manufacturier pour une application donnée.
Le ruban à réplique implique l’utilisation d’un film plastique à deux couches – une couche compressible et une couche en mousse incompressible de 50 µm d’épaisseur. La couche compressible doit être placée sur la surface métallique sablée et le contrôleur doit frotter la surface en mouvement circulaire jusqu’à ce que celle-ci soit imprégnée par le relief de la surface métallique. Le ruban est ensuite retiré et doit être mesuré avec un jauge numérique, de la même façon que la méthode précédente. 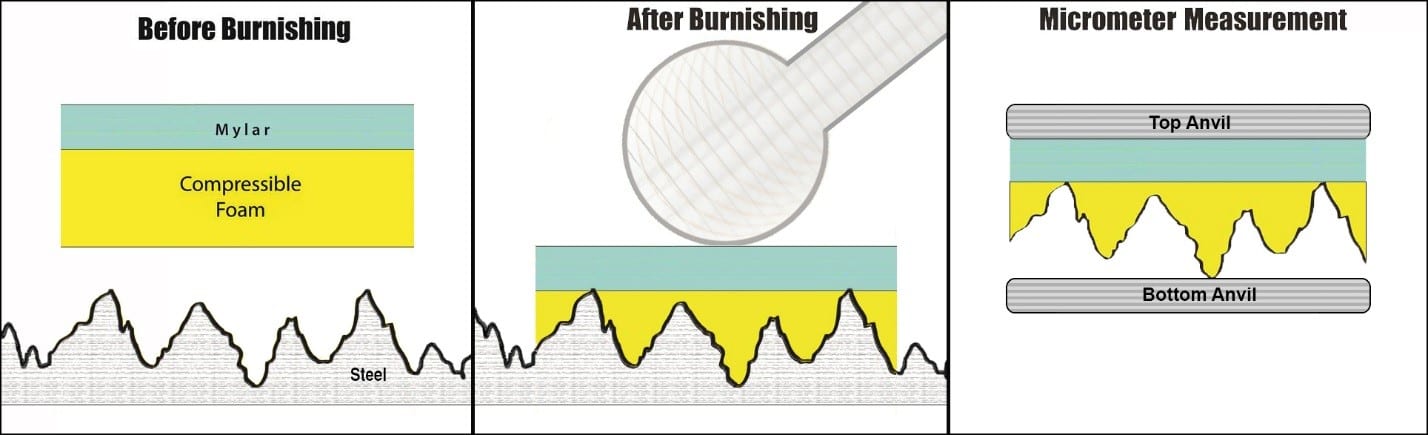
Type d’abrasif utilisé dans la préparation de surface
 |
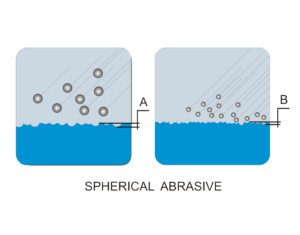 |
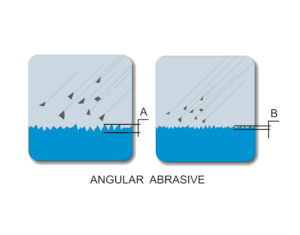
| Abrasif de type angulaire | Abrasif de type sphérique |
La préparation de surface pour les matériaux de revêtement épais ou les revêtements métalliques appliqués par projection thermique est généralement réalisée avec un abrasif de type angulaire qui pénètre facilement dans la surface afin de créer des pics et des creux. Les revêtements plus minces, quant à eux, nécessitent une surface sablée avec rugosité de moindre amplitude et emploient donc généralement des abrasifs de type sphérique.
Il existe une grande variété de médias disponible pour la préparation de surface, notamment des médias métalliques (bille d’acier, grenaille d’acier, acier inoxydable, etc.) ou non métalliques (scorie, oxyde d’aluminium, grenat, olivine, etc.). Le média d’abrasif idéal pour une application donnée dépendra de plusieurs facteurs :
- Pièce à sabler – Le média d’abrasif utilisé pour la préparation de surface est généralement de nature plus dure que celle de la surface à sabler. Autrement, le média se fracassera au contact avec la pièce et se transformera en poussière, donnant ainsi un procédé coûteux et très peu productif.
- Type de revêtement à appliquer – Les revêtements plus épais et les revêtements métalliques appliqués par projection thermique nécessitent une surface d’une rugosité prononcée afin d’adhérer adéquatement à la surface de la pièce métallique, alors que les couches plus minces requièrent une surface avec une rugosité moindre.
- Profil d’ancrage à obtenir – Lorsque les creux sont trop prononcés par rapport à ce qui est exigés par le manufacturier de revêtement, le procédé de revêtement nécessitera trop de matériau et de temps. Cependant, si les pics ne sont pas suffisamment profonds, l’application du revêtement risque de se détériorer prématurément.
- Équipement de sablage au jet employé – Les limites de certains équipements de sablage au jet peuvent, parfois, affecter la sélection de l’abrasif. Par exemple, les systèmes de projection à succion ne peuvent prendre en charge les abrasifs relativement lourds, tels que la grenaille d’acier de grosse granulométrie. Cependant, les systèmes de projection à pression sont beaucoup plus puissants et peuvent prendre en charge la majorité des médias disponibles sur le marché.
- Présence d’un système de récupération du média – Les systèmes de récupération d’abrasif permettent d’engendrer des économies importantes en triant les grains réutilisables des poussières et particules fines qui sont improductives. Lorsqu’un système de récupération d’abrasif est disponible, il est préférable d’utiliser des médias métalliques qui sont certes plus dispendieux à l’achat, mais qui peuvent être utilisés pendant des dizaines, voire des centaines de projections. En fin de compte, ces médias sont beaucoup plus économiques que les médias « jetables » qui explosent en poussière dès le premier impact.
Les médias d’abrasif les plus communs pour la préparation de surface sont les suivants :
- Bille d’acier
- Grenaille d’acier
- Oxyde d’aluminium
- GMA Garnet
- *JetMag
- *Scorie de fusion
Le JetMag et la scorie de fusion sont des abrasifs très peu recyclables. Cependant, ils sont relativement abordables et performent très bien pour ce type d’application. Ils sont généralement utilisés dans les applications extérieures quand le média ou lorsque le média ne peut être récupéré due à une contamination croisée.
Référez-vous au Guide de sélection des médias afin de choisir le meilleur abrasif pour votre application.