SR Series Batch-Type Solvent Recyclers can perform a fully automated distillation processes every six hours and they are available in tank capacities of 30, 60, 120, 180 and 240 liters.
Durable: Built with robust, corrosion-free stainless-steel tanks.
Virtually Maintenance-Free: Require low maintenance and supervision, a simple 4-hour maintenance routine every 2,000 hours of operation.
Certified in North America: Certified to UL standard 2208 and CSA C22.2 No. 30 in Canada and the U.S. for class I, Div.1, Group D hazardous locations, and meets NFPA codes 30, 33, 70.
Cost-effective: Most of our clients have achieved a return on investment (ROI) in as little as 4 to 12 months!
Fully Automated Process: Operate on a fully automated process assisted by a PLC with predetermined parameter settings and built-in alarm signals.
Guaranteed: Backed up by industry’s leading 2-year manufacturer warranty.
STANDARD FEATURES
Distillation Tank
Built with strong 304 stainless steel construction and insulated with 4’’ polyurethane on side wall and bottom. Our distillation vessels are tightly sealed with a locking lever and replaceable cover seals for safe and optimal working conditions.
Control Panel
Fully automated process assisted with an intuitive programmable logic controller (PLC), proprietary of IST. Security levels, alarm signals, and maintenance reminders are implemented into the software for peace of mind use.
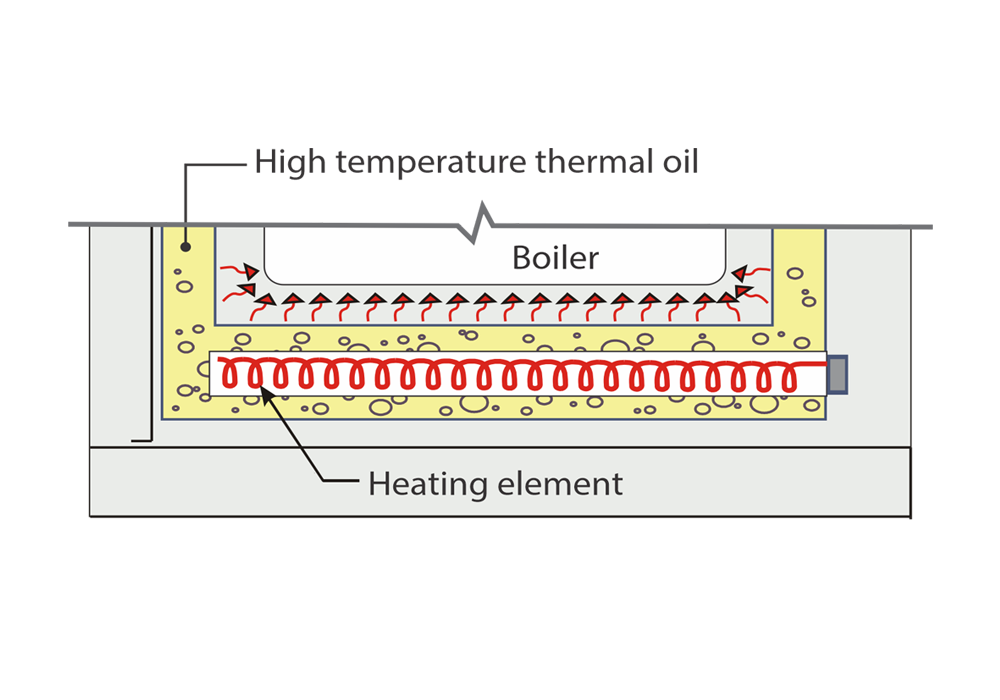
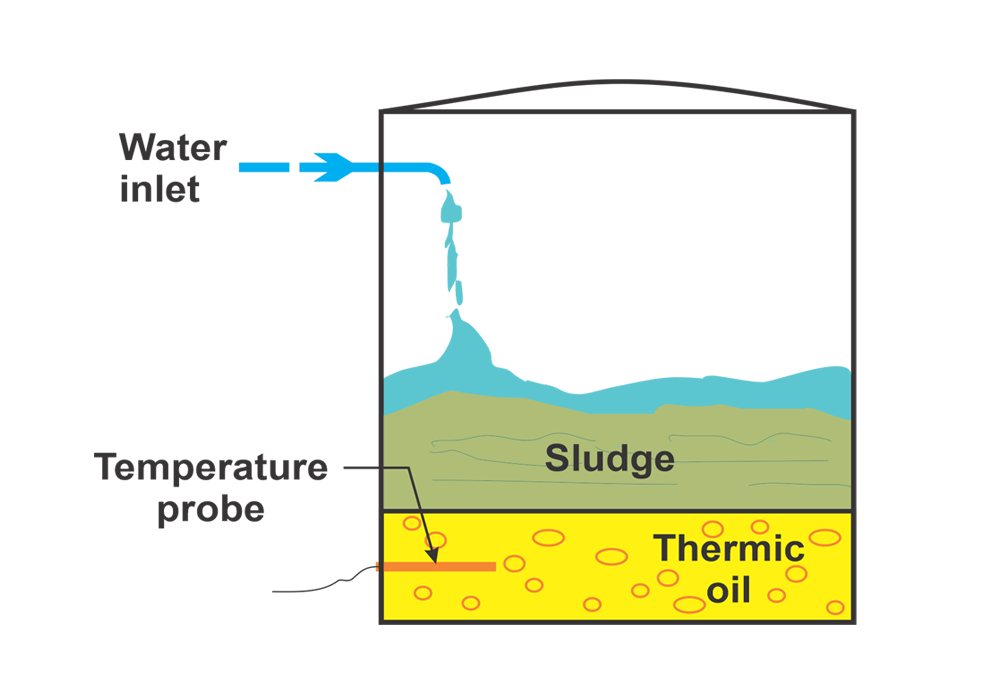
Indirect Heating
Heating system consists of explosion-proof heating element impregnated in exclusive formula – high-temperature thermal oil suitable for solvent with up-to 180°C / 355°F distillation point.
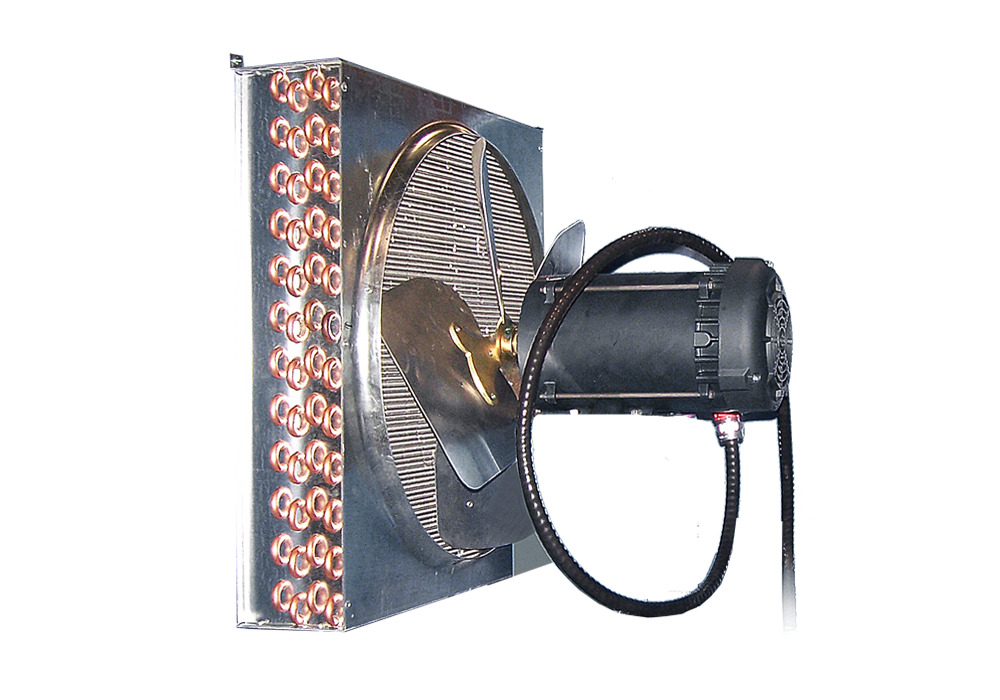
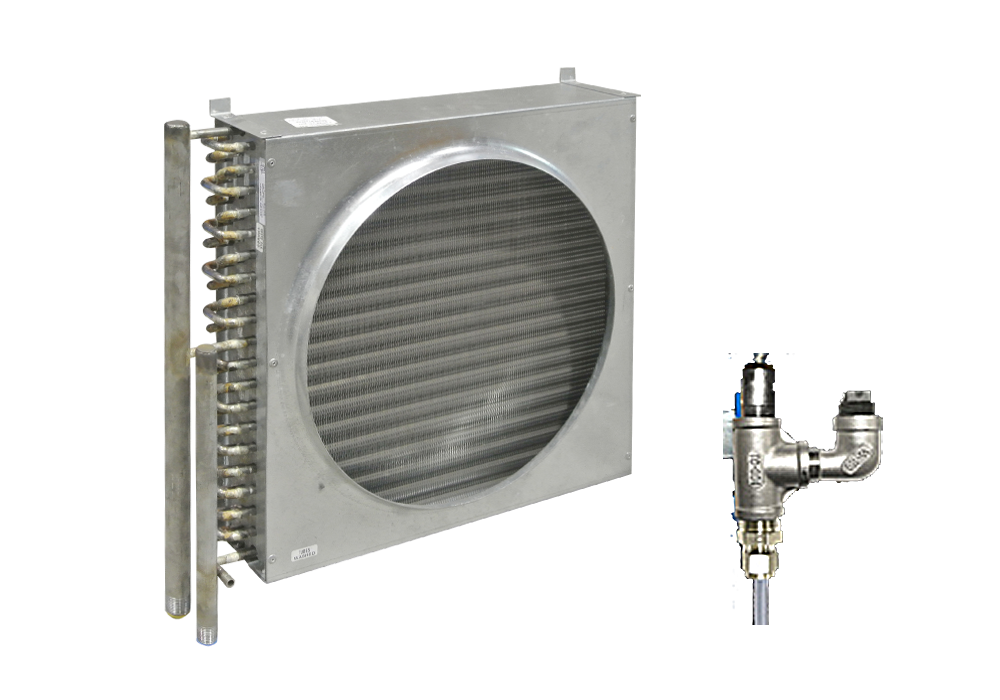
High-Efficiency Condenser
Coil condenser equipped with high-efficiency, explosion-proof motor fan provides quick cool down and ensures the system is working under acceptable temperature.
OPTIONAL FEATURES
Vacuum Assisted Process
Vacuum system decreases the boiling point of certain solvents by 20 to 30%, thereby leading to less energy consumption and better distillation process overall. Also required heavier-than-air solvent distillation process.
Stainless Steel Upgrade Kit
All stainless-steel condenser and piping upgrade kit is available to provide additional protection from highly corrosive solvents.
Auto-Fill System
Auto-fill kits eliminates the need for operator’s intervention. It includes a diaphragm pump, transfer hoses, and a level switch, all controlled by fill sequence timers built-in the software.
External Light Box
Allows remote monitoring of the recycler from a centralized control room. Indicates when the system is running, cooling down, malfunctioning, or ready for a new batch.
High Temperature Kit
Consists of high temperature synthetic thermal oil, high performance vacuum generator and larger expansion oil tank for heating solvent with distillation point above 180°C / 356°F. Maximum operating temperature is 225 °C / 437 °F.
Sludge Removal Basket and Lifting Arm
The sludge removal basket paired with a lifting arm equipped with a hand crank significantly reduces the level of efforts required to remove the sludge bag from the boiler after the distillation cycle.
Sludge Monitoring Safety Device
Recommended when processing highly volatile solvent, the sludge monitoring safety device would immediately shut off the heater, switch the unit to cool down, and trigger a sprinkler system inside the boiler when the sludge reaches a preset limit temperature during cycle.
Oil Cooling Unit
This auxiliary system can rapidly lower the oil temperature by circulating it through a multi-plate heat exchanger and a condensing system so the operator can proceed with a new batch faster.
Got Questions?
Contact one of our experts today to help you chose the right system for your application.
Welcome to our website: istsurface.com We respect your privacy. We use cookies to enable you to navigate efficiently and to optimize the functionality of the site. By clicking "Accept", you consent to our use of cookies. Failure to consent or withdrawing consent may have an adverse effect on certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.